
Bagnato o asciutto: la risposta diretta per levigare il cilindro di una moto
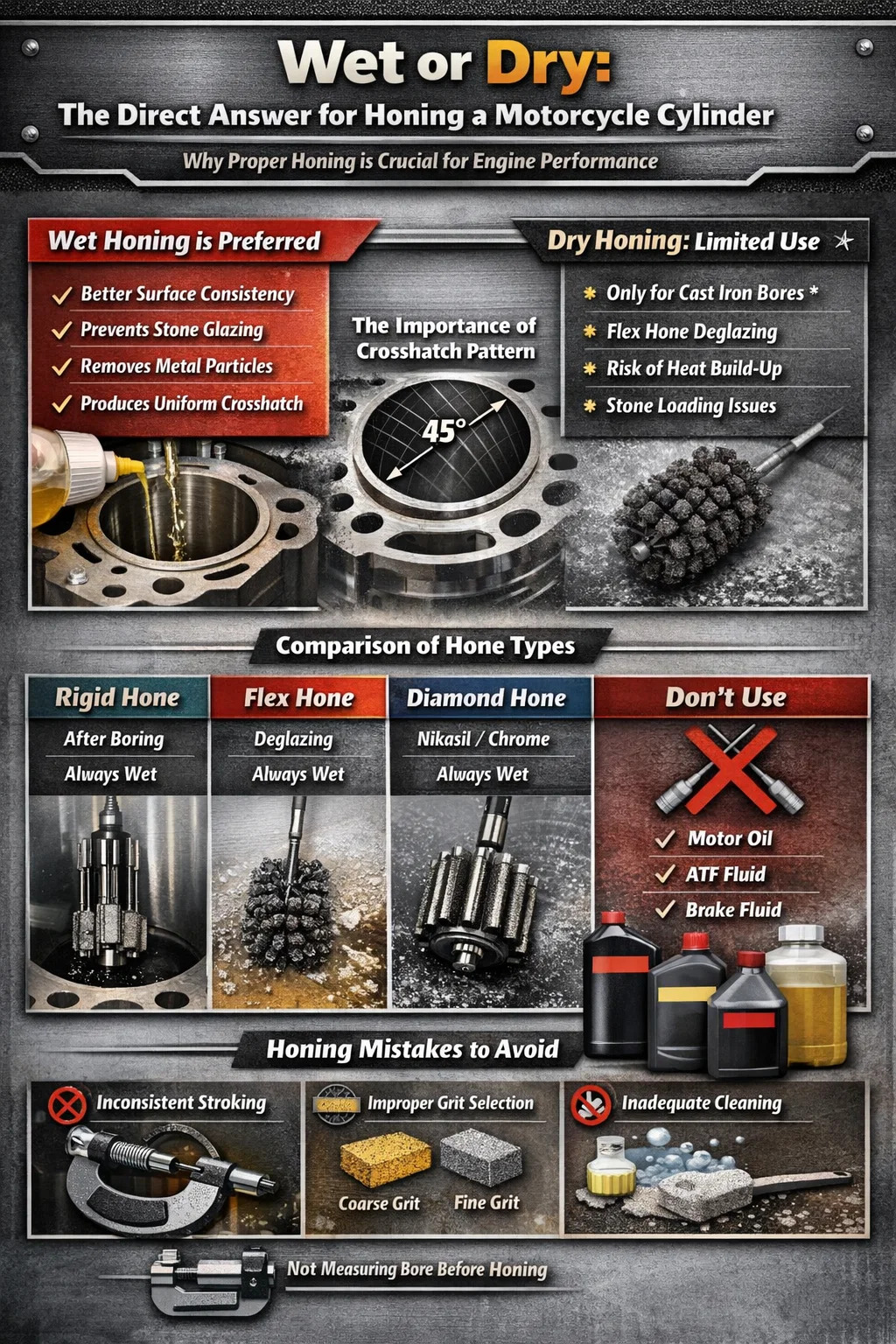
Quando si affina a cilindro della motocicletta , la levigatura a umido è il metodo consigliato nella maggior parte delle situazioni . L'uso di olio per levigatura o di un lubrificante leggero a base di petrolio durante il processo rimuove le particelle metalliche, mantiene il taglio pulito, previene la formazione di vetri sulle pietre abrasive e produce un disegno a tratteggio incrociato più coerente sulla parete del foro. La levigatura a secco viene utilizzata solo in scenari molto specifici, in genere con alcune spazzole flessibili su fori in ghisa, e anche in questo caso, i macchinisti esperti spesso preferiscono almeno una leggera nebbia di lubrificante.
Questa risposta è importante perché sbagliare influisce direttamente sulla buona sede delle fasce elastiche. Un cattivo lavoro di affilatura sul cilindro di una moto porta al consumo di olio, a una scarsa compressione, all'usura prematura degli anelli e a un motore che non funziona mai come dovrebbe. Che tu stia ricostruendo una bici da trail monocilindrica da 250 cc o un bicilindrico a V di grosso diametro, la comprensione del processo di affinamento nei dettagli non è negoziabile.
Cosa fa effettivamente l'affilatura al cilindro di una motocicletta
La levigatura è un processo di lavorazione abrasiva che affina la superficie interna della canna del cilindro. Ha due scopi principali: correggere piccole imperfezioni geometriche lasciate dall'alesatura e creare una struttura superficiale specifica - il motivo a tratteggio incrociato - che trattiene l'olio motore e consente alle fasce elastiche di posizionarsi correttamente contro la parete del foro.
Quando il cilindro di una motocicletta viene alesato per accogliere pistoni sovradimensionati, o quando un cilindro usato viene ricondizionato, la superficie del foro viene lasciata con una finitura relativamente ruvida dalla barra di alesatura. La levigatura affina la superficie fino a raggiungere una precisa rugosità media (Ra), generalmente misurata in micropollici o micrometri. La maggior parte dei produttori di cilindri per motociclette specificano un valore Ra del foro finito compreso tra 15 e 30 micropollici (da circa 0,38 a 0,76 micrometri) per fori convenzionali in ghisa o rivestiti in cromo, sebbene Nikasil e rivestimenti compositi in ceramica abbiano specifiche più rigorose.
L'angolo del tratteggio incrociato è altrettanto importante. Un tratteggio incrociato di 45 gradi, ovvero i segni di affilatura si intersecano a circa 45 gradi su ciascun lato, è lo standard del settore per la maggior parte dei motori motociclistici a quattro tempi. Questo angolo crea microcanali che distribuiscono l'olio in modo uniforme attraverso la canna mentre gli anelli scorrono su e giù, sigillando i gas di combustione e impedendo al tempo stesso l'ingresso di olio in eccesso nella camera di combustione.
Termini relativi alla struttura della superficie che devi conoscere
- Ra (rugosità media): La deviazione media della superficie da una linea perfettamente piana, misurata in micropollici o micrometri. Questa è la specifica più comunemente citata.
- Rz (profondità media di rugosità): La media dei cinque picchi più alti e delle cinque valli più profonde su una lunghezza misurata. Più rilevante per il comportamento di inserimento nell'anello.
- Rk (profondità di rugosità del nucleo): Utilizzato nelle specifiche di levigatura plateau: questo valore influisce sulla ritenzione dell'olio senza aumentare l'usura dell'anello.
- Angolo del tratteggio incrociato: L'angolo con il quale le pietre affilate lasciano segni sulla parete del foro. Troppo superficiale rallenta la seduta sul ring; una velocità troppo elevata provoca un consumo eccessivo di olio.
Perché la levigatura a umido è migliore della levigatura a secco per i cilindri delle motociclette
La chimica e la fisica alla base della levigatura a umido spiegano perché la lubrificazione fa una differenza così significativa. Quando le pietre abrasive tagliano il metallo senza lubrificazione, diversi problemi si aggravano rapidamente.
L'accumulo di calore distrugge la consistenza della superficie
La levigatura a secco genera calore attraverso l'attrito. Anche a velocità di perforazione moderate, in genere da 300 a 500 giri al minuto per l'alesaggio del cilindro di una motocicletta, la levigatura a secco può aumentare la temperatura della superficie del foro abbastanza da causare un'abrasione incoerente. Il metallo si espande quando si riscalda, il che significa che il diametro del foro che stai misurando tra una corsa e l'altra non è lo stesso diametro a cui ritorna il foro a temperatura ambiente. Ciò è particolarmente problematico nei cilindri in alluminio, che hanno un coefficiente di dilatazione termica più elevato (circa 23 × 10⁻⁶/°C) rispetto alla ghisa (circa 11 × 10⁻⁶/°C). Un aumento di temperatura di 28°C (50°F) in un foro di alluminio può causare variazioni dimensionali da 0,001 a 0,002 pollici - abbastanza da rovinare le specifiche di gioco strette tra pistone e parete.
Il caricamento di particelle metalliche intasa l'affilatore
Quando la levigatrice abrade la canna del cilindro, vengono rilasciate minuscole particelle metalliche. Senza lubrificazione per portare via queste particelle, queste rimangono incastrate nelle pietre abrasive: un processo chiamato caricamento. Una lama carica non taglia più in modo netto; invece, lucida la superficie, spalmando il metallo sul foro invece di tagliarlo. Ciò produce una superficie che appare liscia ma presenta scarse caratteristiche di ritenzione dell'olio. Quando le fasce elastiche entrano in contatto con un foro brunito, non possono rodarsi correttamente poiché non sono presenti microvalli per trattenere l'olio durante il periodo iniziale di rodaggio ad alto attrito.
La levigatura a umido produce un tratteggio incrociato più uniforme
L'olio per levigatura funge sia da refrigerante che da fluido da taglio. Riduce l'attrito tra le pietre e il foro, consentendo all'abrasivo di tagliare in modo uniforme durante tutta la corsa. Il risultato è un angolo di campitura più uniforme e un valore Ra più coerente dalla parte superiore a quella inferiore del foro. Gli studi che confrontano i risultati della levigatura a umido e a secco mostrano costantemente che i fori levigati a umido raggiungono tolleranze Ra più strette, con variazioni da ±2 a ±3 micropollici rispetto a ±6 a ±10 micropollici per i fori levigati a secco nelle stesse condizioni.
Quando la levigatura a secco è accettabile
Esistono situazioni particolari in cui viene utilizzata o tollerata la levigatura a secco. Un affilatore flessibile (affilatore a sfera o "spazzola per bottiglie") utilizzato su un foro in ghisa per un'operazione di smaltatura rapida - non per una rimozione significativa di materiale - a volte può essere utilizzato a secco o con una lubrificazione minima. La natura più morbida della ghisa e il design flessibile e autocentrante dell'affilatore a spazzola lo rendono un po' più tollerante. Tuttavia, anche in questo scenario, la maggior parte dei costruttori di motori professionisti applica almeno un leggero spruzzo di WD-40, cherosene o olio levigante dedicato prima di eseguire il flex-hone perché i risultati sono decisamente migliori con la lubrificazione che senza.
Tipi di levigatori utilizzati sui cilindri delle motociclette
Non tutti gli strumenti di levigatura sono uguali e il tipo di levigatura che utilizzi cambia sia la tua tecnica che i tuoi requisiti di lubrificazione. I cilindri delle motociclette sono disponibili in un'ampia gamma di diametri di alesaggio, da circa 38 mm sui piccoli motori a due tempi a oltre 100 mm sui bicilindrici a V di grande cilindrata, e lo strumento di levigatura deve corrispondere alle dimensioni del foro e al lavoro da svolgere.
Pietre per levigatura rigide (affilatura a molla)
Questo è il tipo più comunemente utilizzato nelle officine meccaniche per motori automobilistici e motociclistici. Una levigatrice rigida è costituita da due o tre pietre abrasive montate su bracci caricati a molla che premono contro la parete del foro sotto pressione controllata. Le pietre sono disponibili in varie grane, in genere da 80 a 400. Le grane più grosse (80–120) vengono utilizzate durante la rimozione del materiale dopo la perforazione, mentre le grane più fini (220–400) vengono utilizzate per la finitura e la produzione del modello di tratteggio finale.
Le levigatrici rigide richiedono un trapano rigido o una levigatrice che mantenga un numero di giri e una velocità di corsa costanti. Per i cilindri delle motociclette, la maggior parte dei tecnici utilizza un trapano elettrico a circa 300-450 giri al minuto combinato con una velocità di corsa che produce segni di tratteggio incrociato di 45 gradi. La formula è semplice: velocità di corsa (pollici al minuto) = RPM × circonferenza del foro × tan(angolo di tratteggio/2) . Per un alesaggio da 90 mm a 400 giri al minuto con un tratteggio incrociato di 45 gradi, questo equivale a circa 45-55 colpi al minuto.
Flex-Hone (Hone a sfera o Hone a spazzola)
Il flex-hone è un albero flessibile con sfere abrasive fissate a intervalli. È autocentrante e segue la noia in modo naturale, rendendolo tollerante per i meccanici fai-da-te che non dispongono di un dispositivo di affilatura rigido. Le levigatrici flessibili eccellono nella smaltatura, ovvero rimuovendo la superficie smaltata e indurita dall'alesaggio di un cilindro usato, e sono efficaci per produrre una finitura levigata a plateau su alesaggi che rientrano già nelle specifiche dimensionali.
Le grane disponibili per le levigatrici flessibili vanno da 60 a 800. Per la maggior parte dei lavori di smaltatura dei cilindri delle motociclette, è appropriata una levigatrice flessibile da 240 o 320 grane. I Flex-Hones devono essere sempre utilizzati bagnati — il produttore Brush Research Manufacturing (produttore del marchio Flex-Hone) afferma esplicitamente nella documentazione del prodotto che l'olio levigante o WD-40 deve essere sempre applicato durante l'uso.
Affilatrici diamantate
Gli utensili di levigatura diamantati utilizzano abrasivi diamantati industriali invece delle tradizionali pietre di ossido di alluminio o carburo di silicio. Sono utilizzati principalmente su rivestimenti di fori duri come Nikasil (carburo di nichel-silicio), compositi ceramici e fori cromati che distruggerebbero rapidamente le pietre abrasive convenzionali. Gli affilatori diamantati vengono utilizzati quasi esclusivamente bagnati e in questo caso la scelta del lubrificante è più importante: gli oli a base di petrolio possono reagire male con alcuni leganti diamantati, quindi spesso si preferiscono i fluidi da taglio idrosolubili.
Confronto dei tipi di affilatura per cilindri motociclistici
| Tipo di affilatura | Miglior caso d'uso | Lubrificazione richiesta | Livello di abilità | Rimozione materiale |
|---|---|---|---|---|
| Rigido (caricato a molla) | Dopo noioso, rifacimento completo | Sempre bagnato | Intermedio-Avanzato | Da moderato ad alto |
| Flex-Hone (affilatura a sfera) | Smalto, finitura plateau | Sempre bagnato | Principiante-Intermedio | Basso |
| Affilatura del diamante | Nikasil, cromo, rivestimenti duri | Sempre bagnato (water-soluble preferred) | Avanzato | Basso to Moderate |
| Altopiano Hone (CBN) | Finiture performanti, motori da corsa | Sempre bagnato | Avanzato | Molto basso (solo finitura) |
Scelta del lubrificante levigante giusto per il lavoro sui cilindri delle motociclette
Non tutti i lubrificanti funzionano altrettanto bene per la levigatura. Un olio sbagliato può contaminare la canna, degradare più velocemente le pietre abrasive o interferire con l'azione di taglio. Ecco una ripartizione pratica di cosa funziona e cosa evitare.
Olio per levigatura dedicato
Prodotti come Sunnen Honing Oil, Goodson Honing Oil e prodotti simili formulati appositamente rappresentano il gold standard. Questi oli sono progettati specificatamente per fornire la giusta viscosità, proprietà del fluido da taglio e potere lubrificante per la lavorazione abrasiva. Eliminano le particelle metalliche dalla zona di taglio, riducono il carico di pietre e non lasciano contaminanti che interferiscono con le successive fasi di assemblaggio del motore. Se stai eseguendo lavori seri sui cilindri di una motocicletta, sia su una cruiser a due tempi da 125 cc che su una da 1200 cc, l'olio per levigatura dedicato è la scelta corretta.
Cherosene o acquavite minerale
Il cherosene (olio di paraffina) è il sostituto più comunemente utilizzato sul campo dell'olio per levigatura dedicato e funziona abbastanza bene. La sua bassa viscosità gli consente di penetrare nella zona di taglio e di asportare efficacemente le particelle metalliche. Molti macchinisti professionisti hanno utilizzato il cherosene per decenni con risultati costantemente buoni. Gli alcolici minerali si comportano in modo simile. Nessuno dei due è efficace quanto l'olio per levigatura specifico, ma per un meccanico fai-da-te che leviga un singolo cilindro di motocicletta una volta ogni pochi anni, la differenza nella qualità del foro finale è marginale.
WD-40
WD-40 è ampiamente utilizzato come lubrificante levigante per applicazioni flex-hone (ball hone). È leggero, penetra bene ed è facilmente reperibile. È un'opzione accettabile per i lavori di smaltatura. Tuttavia, il WD-40 non è un fluido da taglio: è principalmente un lubrificante che rimuove l'acqua e un leggero inibitore della corrosione. Per la rimozione di materiale più pesante con affilatrici rigide, non fornisce una lubrificazione sufficiente per impedire il caricamento della pietra e la sua pellicola leggera potrebbe non raffreddare adeguatamente la zona di taglio.
Cosa non usare
- Olio motore: Troppo viscoso e lascia residui che contaminano la superficie del foro, interferendo potenzialmente con la sede dell'anello.
- Fluido di trasmissione (ATF): Contiene modificatori dell'attrito e additivi che possono intasare le pietre affilate e lasciare contaminanti sulla superficie.
- Liquido dei freni: Igroscopico e chimicamente aggressivo: danneggerà i componenti in gomma nelle vicinanze e potrebbe attaccare l'alluminio se non completamente rimosso.
- Solo acqua: Provoca la formazione di ruggine sui fori in ghisa quasi immediatamente dopo la levigatura, rovinando la superficie appena preparata.
- Olio da taglio (solforato scuro): I composti dello zolfo negli oli da taglio scuri possono reagire con le leghe di rame utilizzate in alcuni cuscinetti del motore e lasciare macchie sui fori di alluminio.
Come affinare il cilindro di una motocicletta: processo passo dopo passo
Affinare correttamente il cilindro di una moto richiede attenzione ai dettagli, gli strumenti giusti e pazienza. Questo processo presuppone che si stia eseguendo un lavoro di smaltatura o di leggero resurfacing su un alesaggio di un cilindro in alluminio o ghisa che rientra nelle specifiche dimensionali, non un rebore completo, che richiede attrezzature da officina meccanica.
Strumenti e materiali richiesti
- Affilatura flessibile (affilatura a sfera) nel diametro corretto, in genere 1–2 mm più grande del diametro del foro per una corretta tensione della molla
- Trapano elettrico a velocità variabile in grado di mantenere 300–500 giri al minuto
- Olio levigante, cherosene o WD-40
- Stracci puliti e privi di lanugine
- Acqua calda e sapone e una spazzola per la pulizia post-affilatura
- Micrometro per fori o comparatore per fori
- Lente d'ingrandimento o cannocchiale (facoltativo ma consigliato)
- Olio di montaggio pulito (per la protezione del foro dopo la levigatura)
Passaggio 1: misurare il foro prima della levigatura
Prima di toccare il cilindro, misurare il diametro del foro in più punti: almeno tre profondità (vicino alla parte superiore, centrale e inferiore della zona di corsa dell'anello) e su due assi perpendicolari a ciascuna profondità. Questo identifica qualsiasi condizione di rastremazione o di obliquità. Se l'alesaggio è più di 0,002 pollici (0,05 mm) non arrotondato o rastremato, una sfumatura con un flex-hone non è sufficiente: è necessario alesare prima il cilindro.
Passaggio 2: fissare il cilindro
Montare saldamente il cilindro in una morsa utilizzando ganasce morbide o fissarlo su una superficie di lavoro. Il cilindro non deve muoversi durante la levigatura: qualsiasi oscillazione o spostamento modifica il percorso della levigatura e produce una geometria del foro irregolare. Per i piccoli motori motociclistici monocilindrici, l'intero contenitore del cilindro può solitamente essere posizionato direttamente in una morsa imbottita. Per i motori multicilindrici più grandi, potrebbe essere necessario montare i singoli cilindri su una piastra di fissaggio.
Passaggio 3: applicare generosamente olio per levigatura
Applicare uno strato abbondante di olio levigante sia sul flex-hone che sulla parete del foro. Non essere avaro: vuoi che il foro sia abbastanza bagnato da poter vedere la lucentezza dell'olio sulla superficie. Tieni altro olio nelle vicinanze in modo da poterne applicare di più durante il processo di levigatura. Far funzionare l'affilatore a secco anche per poche passate può caricare le sfere abrasive e ridurre permanentemente l'efficacia di taglio dell'affilatore.
Passaggio 4: impostare la velocità di perforazione e iniziare a carezzare
Inserire lo strumento flessibile nel foro e impostare il trapano a circa 300–450 giri/min. Inizia ad accarezzare l'affilatore su e giù attraverso il foro a una velocità tale da produrre segni di tratteggio incrociato visibili. Una linea guida comunemente citata consiste nell'utilizzare una velocità di corsa che faccia sì che l'affilatore percorra l'intera lunghezza del foro (più circa 1/4 della lunghezza dell'affilatore oltre ciascuna estremità) con un movimento fluido ogni 1-1,5 secondi.
Per un tipico cilindro motociclistico con alesaggio di 100 mm e una zona di corsa dell'anello di 90 mm, 30-60 secondi di levigatura attiva sono generalmente sufficienti per smerigliare la superficie e produrre un nuovo tratteggio incrociato. Non affinare eccessivamente: un'affilatura eccessiva rimuove troppo materiale e apre giochi oltre le specifiche.
Passaggio 5: fermare, ritirare e ispezionare
Dopo 30 secondi di levigatura, fermare il trapano mentre l'affilatore è ancora nel foro (non rimuovere mai un affilatore che gira: le sfere possono impigliarsi nel bordo del foro e danneggiarlo), quindi ritirare l'affilatore fermo. Pulisci la canna con uno straccio privo di lanugine e ispeziona la superficie sotto una buona illuminazione. Dovresti vedere un motivo a tratteggio incrociato uniforme che copre l'intera lunghezza del foro senza aree lucide rimanenti. Se rimangono macchie lucide, applicare olio fresco e continuare a levigare.
Passaggio 6: pulire accuratamente il foro
Questo passaggio è il punto in cui molti costruttori di motori fai-da-te commettono l’errore più costoso. La levigatura lascia particelle abrasive e detriti metallici nelle microvalli della superficie del foro. Se questi detriti non vengono rimossi completamente, agiscono come un composto abrasivo incorporato nelle fasce elastiche e nella parete del foro durante le prime ore di funzionamento del motore. , provocando un'usura accelerata che danneggia permanentemente l'alesaggio e gli anelli.
Il metodo di pulizia corretto è acqua calda e sapone con una spazzola, non solvente. Solventi come il detergente per freni o l'acqua ragia minerale sono efficaci nel sciogliere l'olio ma non rimuovono fisicamente le particelle abrasive dalle microvalli della superficie del foro. L'acqua calda con detersivo per i piatti (la classica raccomandazione del costruttore di motori John Erb e successivamente resa popolare dal costruttore di motori John Callies) crea un'azione di lavaggio che solleva e porta via fisicamente le particelle abrasive. Strofinare vigorosamente la canna, sciacquarla abbondantemente con acqua calda pulita, quindi asciugarla immediatamente e applicare uno strato di olio di montaggio pulito per prevenire la formazione di ruggine (particolarmente importante per la ghisa).
Passaggio 7: misurazione finale
Dopo la pulizia e prima del montaggio, misurare nuovamente la canna per verificare che rientri ancora nelle specifiche. Una leggera smaltatura con un levigatore flessibile rimuove in genere meno di 0,0005 pollici (0,013 mm) di materiale, trascurabile in termini di cambiamento dimensionale. Se le misurazioni mostrano una rimozione maggiore del previsto, ricontrolla la tua tecnica e affina la selezione della grana.
Materiali dei cilindri delle motociclette e come influiscono sull'approccio alla levigatura
Il materiale della camicia del cilindro cambia radicalmente il modo in cui ti avvicini alla levigatura. Materiali diversi richiedono abrasivi diversi, grane diverse, lubrificanti diversi e finiture superficiali diverse.
Fodere in ghisa
Le tradizionali canne dei cilindri in ghisa, che si trovano in molti vecchi motori a quattro tempi giapponesi, motociclette britanniche e gemelli a V americani, sono le più tolleranti da affinare. La ghisa contiene grafite libera nella sua microstruttura, che agisce come un lubrificante incorporato. Si affina bene con le pietre all'ossido di alluminio e risponde prontamente alla levigatura flessibile. I valori Ra target per gli alesaggi delle motociclette in ghisa sono in genere 20–35 micropollici con anelli convenzionali o 15–25 micropollici per anelli con faccia in molibdeno. La ghisa arrugginisce rapidamente: applicare olio sulla canna entro pochi minuti dal completamento della pulizia.
Cilindri in alluminio (senza rivestimento)
Alcuni cilindri motociclistici, in particolare nei piccoli motori a due tempi e in alcuni moderni quattro tempi, sono fori in alluminio nudo senza rivestimento separato. Questi richiedono levigatura al carburo di silicio o all'ossido di alluminio e un'attenzione particolare all'accumulo di calore. Il materiale più morbido dell'alluminio si rimuove più velocemente del ferro e la struttura cristallina più morbida consente di aprire inavvertitamente rapidamente gli spazi se si utilizza una grana o una levigatura troppo aggressiva per troppo tempo. La levigatura a umido è ancora più critica in questo caso: la differenza di dilatazione termica tra il corpo in alluminio e quello in acciaio fa sì che la levigatura a secco crei una maggiore variabilità dimensionale nell'alluminio che nel ferro.
Fori compositi in Nikasil e ceramica
Nikasil (carburo di nichel-silicio) è il rivestimento duro elettrolitico utilizzato nei fori di molti motori motociclistici moderni e ad alte prestazioni, inclusi i Boxer BMW, i motori basati su Rotax e molte moto sportive giapponesi. I rivestimenti compositi ceramici come SCEM (Suzuki Composite Electrochemical Material) e NSS (Kawasaki) funzionano in modo simile. Questi rivestimenti sono estremamente duri - tipicamente 800-1000 sulla scala di durezza Vickers - e non possono essere levigati con i tradizionali abrasivi all'ossido di alluminio o al carburo di silicio . Solo gli abrasivi diamantati o CBN (nitruro di boro cubico) possono tagliare efficacemente queste superfici.
L'affilatura dei fori del Nikasil è un lavoro specializzato. Il Ra target è più stretto della ghisa - in genere 10-20 micropollici - e la levigatura del diamante deve essere utilizzata bagnata con un fluido da taglio solubile in acqua. Ancora più importante, i fori del Nikasil che sono stati danneggiati dal carburante contaminato da etanolo (l'etanolo fa sì che il Nikasil si dissolva gradualmente nel tempo) non possono essere salvati mediante levigatura: il cilindro deve essere placcato o sostituito. Questo è stato un problema significativo nei mercati in cui sono comuni le miscele di etanolo E10 o superiore, in particolare per quanto riguarda le vecchie motociclette BMW della serie R della metà degli anni '90.
Fori rivestiti in cromo
La cromatura dura era comunemente usata nei cilindri delle motociclette a due tempi - ed è ancora utilizzata in alcune applicazioni a due tempi ad alte prestazioni e da corsa - perché la durezza del cromo e il basso coefficiente di attrito sono ideali per l'ambiente con alesaggio esposto alle porte di un motore a due tempi. I fori cromati richiedono abrasivi diamantati per la levigatura e le specifiche di finitura superficiale sono rigide. Come Nikasil, il lavoro cromato viene generalmente inviato a uno specialista.
Differenze di affilatura dei cilindri per motociclette a due tempi e a quattro tempi
Le differenze fondamentali tra i design dei motori a due e quattro tempi creano diversi requisiti di perfezionamento che spesso confondono i meccanici che lavorano su entrambi i tipi.
Cilindri a due tempi
In un motore motociclistico a due tempi, le porte del pistone aprono e chiudono i passaggi di aspirazione e scarico spostandoli oltre nell'alesaggio. Ciò significa che la superficie del foro è interrotta da aperture: il tagliente deve attraversare queste aperture ad ogni corsa. I bordi di queste porte possono impigliarsi nelle pietre affilate e causare tagli irregolari o danneggiare l'affilatrice.
I cilindri a due tempi utilizzano in genere fori cromati o Nikasil anziché in ghisa, poiché le porte creerebbero riser di sollecitazione in un materiale di rivestimento più morbido. La levigatura di cilindri a due tempi con aperture richiede corse brevi e controllate e un'attenzione particolare ai punti di entrata e di uscita della levigatrice. Molti tecnici utilizzano uno strumento di smussatura per sbavare leggermente i bordi delle porte prima della levigatura per ridurre il rischio di intrappolare le pietre affilate.
Anche la configurazione delle fasce elastiche differisce: i pistoni a due tempi utilizzano tipicamente un unico anello spesso (a volte due) con un perno di posizionamento per evitare che l'anello ruoti e si incastri in una porta. L'interfaccia anello-alesaggio in un due tempi è diversa da un quattro tempi e l'angolo di campitura richiesto può differire: alcuni specialisti di due tempi preferiscono un angolo di campitura più basso di 30-35 gradi anziché lo standard di 45 gradi per quattro tempi.
Cilindri a quattro tempi
I cilindri per motociclette a quattro tempi sono più convenzionali: una superficie del foro ininterrotta dall'alto verso il basso, con valvole azionate dalla testa anziché dalle porte nel foro. Ciò rende i cilindri a quattro tempi più semplici da levigare, mentre le tradizionali levigatrici rigide e flessibili possono essere utilizzate liberamente senza preoccuparsi dei bordi delle porte.
La configurazione dell'anello nei motori a quattro tempi, in genere un anello di compressione superiore, un secondo anello di compressione e un anello raschiaolio, richiede che la superficie del foro supporti la ritenzione dell'olio per l'anello dell'olio mantenendo al tempo stesso una tenuta ermetica per gli anelli di compressione. Il tratteggio incrociato a 45 gradi è ottimizzato per questa configurazione multi-anello. La molla di espansione dell'anello dell'olio mantiene le doppie rotaie contro il foro con una forza significativa e il tratteggio incrociato fornisce una consistenza sufficiente per la ritenzione dell'olio senza così tanta ruvidità da impedire alle rotaie dell'anello dell'olio di conformarsi correttamente.
Errori comuni di levigatura che rovinano i fori dei cilindri della motocicletta
Anche i meccanici esperti commettono errori evitabili durante l'affilatura dei cilindri delle motociclette. Questi sono gli errori che più comunemente si manifestano come problemi di sede degli anelli, consumo di olio o usura prematura dopo una ricostruzione.
Usare la grinta sbagliata
Un affilatore a grana grossa (80 o 120) utilizzato come finitura finale lascia un foro troppo ruvido. Il processo di posizionamento dell'anello richiederà molto più tempo e, in alcuni casi, le punte della superficie ruvida si ripiegano e creano particelle abrasive incorporate nella parete del foro. Al contrario, un affilatore a grana fine utilizzato su un foro che necessita di un taglio più aggressivo fa solo perdere tempo e si carica rapidamente. Adatta la grana al lavoro: grossolana per la rimozione del materiale dopo la perforazione, fine (240–320) per la sfumatura finale e il tratteggio incrociato su un foro già conforme alle specifiche.
Velocità di carezza incoerente
La modifica della velocità di passata durante una passata di levigatura modifica l'angolo del tratteggio incrociato. Se vai più veloce in alto e più lento in basso, produrrai un foro con angoli di tratteggio incoerenti dall'alto verso il basso: più stretto in alto dove hai rallentato, più basso in basso dove hai accelerato. Ciò produce una distribuzione incoerente del film d'olio e una sede irregolare dell'anello. Praticare un ritmo di carezza costante prima di applicare l'affilatore al foro.
Non estendere l'affilatura oltre le estremità del foro
Se il tagliente non si estende mai oltre i bordi superiore e inferiore del foro durante una corsa, tali aree ricevono un'azione abrasiva inferiore rispetto al centro del foro. Il risultato è un foro più stretto in alto e in basso (dove avviene l'inversione dell'anello) che al centro: esattamente l'opposto di quello che desideri. Lasciare che l'affilatore si estenda per circa un quarto della sua lunghezza oltre ciascuna estremità del foro ad ogni corsa.
Pulizia post-affilatura inadeguata
Come discusso nella fase di pulizia precedente, l'uso di solvente invece di acqua calda e sapone lascia particelle abrasive nella canna. Le conseguenze sono gravi. In un caso di studio ben documentato sulla costruzione di un motore, un motore ricostruito con alesaggi puliti con solvente (ma non lavati con acqua) ha mostrato misurazioni di usura delle fasce elastiche di 0,003 pollici dopo 500 miglia, una quantità che normalmente richiederebbe 50.000 miglia in un alesaggio adeguatamente pulito. La grana incorporata agisce come composto per lappatura e, quando l'usura dell'anello è visibile, il foro stesso viene spesso danneggiato oltre il limite di sovradimensionamento successivo.
Affinare un foro già sovradimensionato
I meccanici a volte tentano di affinare una noia che è già al limite massimo di sovradimensionamento, sperando di ripulire qualche rigatura o segno di usura. Se la levigatura porta l'alesaggio oltre la specifica di sovradimensionamento massima, non è disponibile un pistone sovradimensionato per adattarlo correttamente. Misurare sempre prima della levigatura e verificare che sia rimasto materiale sufficiente per il successivo passaggio di sovradimensionamento prima di rimuovere qualsiasi metallo.
Utilizzo di un Flex-Hone quando è necessario l'alesaggio
Un'affilatura flessibile non può correggere fori non circolari o rastremati: si conforma alla forma esistente del foro e abrade tutte le superfici in modo uniforme, quindi se il foro è ovale, rimane ovale. Condizioni di ovalizzazione superiori a 0,002 pollici (0,05 mm) o conicità superiore a 0,002 pollici richiedono l'alesatura e non l'affilatura. Utilizzando un flex-hone su un foro che necessita di alesatura si ottiene un foro con nuovi segni di tratteggio incrociato ma geometria ancora scarsa e anelli che non potranno mai sigillarsi correttamente.
Distanza tra pistone e parete e perché la precisione dell'affilatura è importante
La levigatura serve in definitiva a ottenere il corretto gioco tra pistone e parete. Si tratta della distanza tra il mantello del pistone e la parete del foro, misurata sulla superficie di spinta del pistone (perpendicolare all'asse dello spinotto) nella parte inferiore del mantello.
Le specifiche tipiche del gioco tra pistone e parete per i motori motociclistici variano in modo significativo in base all'applicazione:
| Tipo di motore | Intervallo di sicurezza tipico | Note |
|---|---|---|
| Quattro tempi da strada, alesaggio in ghisa | 0,001–0,002 pollici (0,025–0,05 mm) | Gamma di specifiche OEM standard |
| Quattro tempi da strada, foro in alluminio | 0,002–0,003 pollici (0,05–0,076 mm) | Una maggiore dilatazione termica richiede più spazio |
| Quattro tempi prestazioni/gara | 0,003–0,005 pollici (0,076–0,127 mm) | Temperature operative più elevate, i pistoni forgiati si espandono maggiormente |
| Due tempi, foro cromato | 0,002–0,004 pollici (0,05–0,10 mm) | Varia ampiamente in base allo spostamento |
Un gioco troppo stretto provoca rigature del pistone quando il motore raggiunge la temperatura di esercizio e il pistone si espande per chiudere lo spazio rimanente. Un gioco troppo grande provoca l'oscillazione del pistone, aumenta il trafilamento dell'anello, produce rumore meccanico ("schiaffo del pistone") e spesso porta a una rapida usura dell'alesaggio e del pistone. Il processo di levigatura deve essere controllato con sufficiente precisione affinché il diametro finale del foro sia entro 0,0005 pollici (0,013 mm) dalla dimensione target — una tolleranza che richiede una misurazione attenta e una rimozione contenuta del materiale.
Quando affinare e quando inviare il cilindro della motocicletta a un'officina meccanica
Non tutte le situazioni relative ai cilindri richiedono la stessa risposta. Comprendere i limiti di ciò che puoi fare a casa rispetto a ciò che richiede una lavorazione professionale previene errori costosi.
La levigatura fai-da-te è appropriata quando:
- Il foro rientra nelle specifiche dimensionali (entro 0,002 pollici tra rotondo e diritto)
- Il foro è smaltato a causa dell'uso prolungato e gli anelli non sono più posizionati correttamente
- Le nuove fasce elastiche vengono installate senza alesatura e il foro necessita di un nuovo tratteggio incrociato per il rodaggio delle fasce elastiche
- La leggera ruggine superficiale o piccole vaiolature dovute a corrosione devono essere pulite (anche se le vaiolature profonde richiedono una perforazione)
- Il materiale del foro è ghisa o alluminio standard, non Nikasil o cromo
Il lavoro professionale di un'officina meccanica è richiesto quando:
- Il foro è smussato o rastremato per più di 0,002 pollici: è necessario l'alesaggio
- Il cilindro presenta profonde rigature dovute al grippaggio del pistone: è necessaria l'alesatura o la sostituzione
- Il materiale del foro è Nikasil, composito ceramico o cromo: sono necessari utensili diamantati specializzati
- La distanza tra pistone e parete deve essere impostata con precisione per accettare pistoni sovradimensionati
- Un cilindro a due tempi con danni alla porta che si estendono alla superficie del foro
- Qualsiasi situazione in cui è richiesta una precisione dimensionale migliore di ±0,001 pollici
Le tariffe delle officine meccaniche per l'alesatura e la levigatura dei cilindri delle motociclette variano in genere da $ 40 a $ 120 per cilindro a seconda del diametro del foro, del materiale e della regione. Per un cilindro motociclistico che necessita di una vera correzione geometrica, si tratta di soldi ben spesi: tentare di riparare un alesaggio deformato o sovradimensionato con un flex-hone da $ 20 da un negozio di ricambi per auto si tradurrà solo in un cilindro che necessita ancora dell'officina meccanica, più un flex-hone sprecato.
Rodaggio dell'anello dopo la levigatura del cilindro di una motocicletta
Un cilindro per moto adeguatamente affinato è solo l'inizio. Il processo di rodaggio degli anelli, ovvero le prime ore di funzionamento dopo l'assemblaggio, determina quanto bene gli anelli si adattano all'alesaggio e per quanto tempo il motore manterrà una buona compressione e un basso consumo di olio.
Durante il rodaggio, i punti più alti (picchi) del disegno a tratteggio incrociato si consumano gradualmente sotto la pressione degli anelli, creando una superficie piana dove gli anelli corrono su picchi piatti con valli che trattengono l'olio tra di loro. Questo effetto di levigatura plateau si verifica naturalmente durante il rodaggio, ma richiede che la finitura superficiale iniziale sia corretta: se il Ra è troppo ruvido, il rodaggio richiede troppo tempo e l'usura dell'anello è eccessiva; se è troppo liscio, gli anelli non possono generare abbastanza attrito per adattarsi correttamente.
Protocollo di rodaggio per motori motociclistici
- Avviare il motore e lasciarlo raggiungere la temperatura di esercizio, in genere da 5 a 10 minuti variando l'acceleratore, evitando il minimo prolungato.
- Spegnere il motore e lasciarlo raffreddare completamente a temperatura ambiente. Questo ciclo termico aiuta a posizionare gli anelli consentendo all'alesaggio e al pistone di espandersi e contrarsi, conformando le superfici tra loro.
- Ripeti il processo del ciclo termico due o tre volte prima della prima corsa.
- Durante le prime 500 miglia, variare continuamente l'acceleratore ed evitare regimi elevati e prolungati: ciò impedisce la vetrificazione degli anelli in una posizione parzialmente seduta.
- Cambiare l'olio motore a 500 miglia per rimuovere le particelle metalliche prodotte dal processo di posizionamento dell'anello.
- Evitare un leggero trascinamento dell'acceleratore ed evitare regimi elevati e prolungati fino al completamento del primo cambio dell'olio. Entrambi gli estremi impediscono il corretto posizionamento dell'anello.
Un cilindro motociclistico ben affilato con anelli correttamente rodati mostrerà letture di compressione stabili entro 500-1000 miglia e dovrebbe mantenere tali letture per tutta la vita del motore. Se le letture della compressione continuano ad aumentare o variano in modo significativo dopo 1.000 miglia, è un segno che il processo di affilatura o rodaggio non è stato l'ideale.
 per parti del motore Yamaha")

.")
.")
.")
.")
 Parti del motore cilindrico per motociclette Yamaha")
 Cilindro motore in alluminio raffreddato ad acqua Yamaha")
